
- Constant Conductance Heat Pipes
- Variable Conductance Heat Pipes
- Space Copper-Water Heat Pipes
- Loop Heat Pipes
- Space VPX
- Liquid Cooling
The VCHP Experts

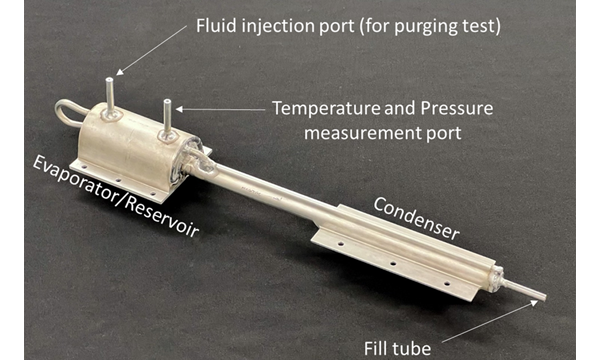
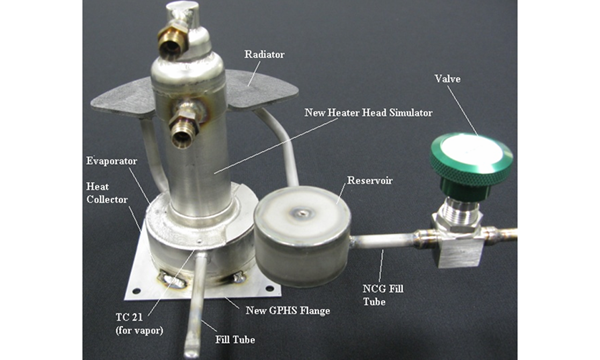
Variable Conductance Heat Pipe with non-condensable gas reservoir
ACT has years of experience providing Variable Conductance Heat Pipes (VCHPs) to challenging aerospace applications, providing fabrication to exact aerospace requirements. These devices are manufactured under ACT’s ISO 9001:2015 and AS9100D certified Quality System. The materials used for manufacturing are certified and qualified to meet the demanding level of aerospace quality. Each VCHP extrusion is fully characterized to determine thermal and pressure containment capabilities as functions of operating temperature and fluid charge. The welding processes are performed by welders certified to AWS 17.1 Specification for Fusion Welding for Aerospace Applications.
ACT has proprietary heat pipe models to simulate each design application using VCHPs and more. These models are used to assist with the selection of the right extrusion for each application. The capillary limit, and the associated thermal transport capability of the heat pipe, is determined by taking into account the exact extruded groove geometry.
What are Variable Conductance Heat Pipes?
A standard heat pipe is filled with a two-phase working fluid, and a wick to return the condensate from the condenser to the evaporator. In a Variable Conductance Heat Pipe (VCHP) a Non-Condensable Gas (NCG) is added to the heat pipe, in addition to the working fluid. Depending on the operating conditions, the NCG can block all, some, or none of the available condenser length. When the VCHP is operating, the NCG is swept toward the condenser end of the heat pipe by the flow of the working fluid vapor. At high powers, all of the NCG is driven into the reservoir, and the condenser is fully open; see Figure 1 As the power is lowered, the vapor temperature drops slightly. Since the system is saturated, the vapor pressure drops at the same time. This lower pressure allows the NCG to increase in volume, blocking a portion of the condenser. At very low powers, the vapor temperature and pressure are further reduced, the NGC volume expands, and most of the condenser is blocked. This change in active condenser length minimizes the drop in evaporator and associated electronics temperatures over large changes in power and evaporator sink conditions.
Variable Conductance Heat Pipes were discovered by accident at RCA in the early 1960’s, soon after the initial work by Los Alamos on the first heat pipes. At the time, there was no good method for sealing a refractory metal heat pipe, so a lower temperature valve was left on the condenser end of the heat pipe. NCG was added to the heat pipe to protect it by providing a blanket of gas between the working fluid and the valve. During the operation of this gas-charged heat pipe, the principles of VCHPs were discovered. A patent describing VCHPs and Pressure Controlled Heat Pipes was submitted in 1964 by William B. Hall and Fred G. Block (U.S. Patent No. 3,613,773) but did not issue until 1971 (It discussed flattening the thermal decay in isotope powered applications, which was classified in those days).
Many of the benefits of Variable Conductance Heat Pipes (VCHPs) are the same as the Standard Heat Pipe, while the only disadvantage over a standard heat pipe is a slight increase in design and fabrication costs.

Benefits of Variable Conductance Heat Pipes (VCHPs):
- High Thermal Conductivity (10,000 to 100,000 W/m K)
- Isothermal
- Passive Operation
- Shock/Vibration tolerant
- The Non-Condensable Gas allows the VCHP to respond passively to changes in evaporator power and condenser sink conditions, minimizing the changes in the evaporator and electronics temperatures.
The applications for VCHPs include:
- VCHPs for Passively Controlling Temperature
- VCHPs for Over-Temperature Protection
- VCHPs for Variable Thermal Links
- Gas Loaded (Variable Conductance) Heat Pipes for Start-Up from a Frozen State
- VCHP Heat Exchangers
- VCHPs for Surviving the Lunar Night
- VCHPs for Planetary Landers

